解析TNC公头中心针的镀层附着力:为什么有些头子用几次就“脱金”露铜了?

最近在和几家做精密射频仪器的 B 端客户沟通时,发现一个挺让人头疼的问题:明明采购的是镀金 TNC 连接器,结果在实验室环境下插拔不到 20 次,中心针脚的尖端和接触面就开始“掉色”,露出了底部的通红铜色。这在行业内俗称“脱金”。
在 德索连接器(Dosin)的技术标准里,这种现象被视为严重的质量事故。很多采购朋友觉得脱金只是“卖相不好”,但作为射频工程师,我们知道这背后隐藏着阻抗失真、接触电阻飙升以及系统互调(PIM)恶化的巨大风险。今天咱们就从微观工艺角度,拆解一下为什么有些头子会成为“金玉其外”的短命鬼。

附着力的底层逻辑:不仅仅是电镀那么简单
射频中心针脚的镀金层通常只有几微米厚,要让这层稀有金属牢牢锁在基材上,靠的不是“胶水”,而是分子间的键合。
电镀前的底层处理:中心针基材(如铍青铜或黄铜)直接镀金,附着力其实非常差。标准工艺必须先打一层“镍底”。镍层既能防止基材中的铜原子向金层扩散(导致金层变色和性能下降),又能提供极佳的附着界面。
如果厂家为了省钱,缩短了前处理的酸洗时间,或者镍底电镀液配比失衡,金层就像是贴在油腻墙面上的壁纸,稍微受到 TNC 插拔时的机械摩擦,就会成片剥落。
“脱金”背后的三大元凶
为什么你手里的 TNC 头子不耐用?多半是踩了下面这几个坑:
1. 阴极电流密度失控
这是电镀厂最容易出的“隐形问题”。如果为了赶工增加电流,会导致金原子堆积速度过快,晶格结构疏松。虽然肉眼看上去金灿灿的,但其内部应力极大,一旦受到母头弹片的挤压,镀层就会因内应力释放而产生裂纹并剥离。
2. 镀层厚度与硬度的失衡
廉价货往往使用“闪镀”工艺,金层厚度不足 3 微英寸(u")。在 TNC 螺纹紧固产生的强大轴向压力下,这种薄如蝉翼的金层在几次“自清洁”摩擦后就会被彻底磨透。高质量的 B 端产品,中心针接触区至少需要 30 微英寸甚至更高的厚度。
3. 基材表面粗糙度(Ra)超标
如果内针在精密加工时,车床的刀痕过深,表面就像砂纸一样。电镀时,金原子无法均匀覆盖这些“深沟”,导致凸起处磨损极快,凹陷处电镀不实。

镀层附着力达标 vs 劣质镀层性能对比表
为了让大家更有针对性地选型,我整理了这份技术参数对照表:
| 技术指标 | 优质镀层(德索标准) | 劣质/低价镀层 |
|---|---|---|
| 底层工艺 | 均匀致密镀镍层(约 50-100 u") | 无镍底或镍层极薄且不均 |
| 金层厚度 | 30u" - 50u"(根据客户定制) | 1u" - 3u"(闪镀金) |
| 百格测试/胶带测试 | 无脱落,边缘整齐 | 明显剥落,金层粘连在胶带上 |
| 盐雾实验(48H) | 无腐蚀,无变色 | 出现绿色铜锈或明显发黑 |
| 接触电阻波动 | 500 次插拔后增量 < 1 毫欧 | 几次插拔后电阻翻倍甚至断路 |
️ 工程师避坑指南:如何通过“肉眼”和简单工具排查?
经验一:胶带拉拔测试。这是最简单的物理检验。用强力工业胶带紧贴针脚,然后快速撕开。如果胶带上有细微的金粉或金箔,别犹豫,这批货直接退。
经验二:观察插拔后的划痕。用 10 倍放大镜观察插拔过几次的中心针。优质产品的划痕应该是细长的“拉丝状”,且颜色依然保持金黄;如果划痕呈“崩裂状”或者直接露出了底部异色,说明附着力完全不合格。
经验三:温升实验。在高功率持续输出状态下,由于脱金导致的接触电阻增加,会使接头处异常发烫。如果你的接头比同类产品烫得快,多半是内针接触面已经损毁。
️ 德索连接器 在表面处理工艺上的严苛追求
在射频行业,连接器的可靠性往往取决于那些看不见的原子级配合。德索连接器(Dosin)在 TNC 中心针的表面处理上,有着近乎偏执的标准。
我们坚持使用进口电镀液,并引入了 X-Ray 荧光测厚仪对每一批次内针进行多点检测。针对精密应用,我们引入了特殊的“硬金”电镀工艺,通过在金层中加入微量合金元素,在不损失导电率的前提下,极大提升了镀层的耐磨性和附着力。
这种对精密加工公差与表面化学性能的同步把控,确保了我们的产品在经历成百上千次插拔后,依然能保持初次连接时的极低接触电阻。

射频连接器不是一次性耗材,稳定的镀层才是链路长治久安的保障。如果你在实际项目中遇到过更离奇的“脱金”案例,欢迎在评论区一起交流,共同提升咱们的硬件质量。
相关文章
-
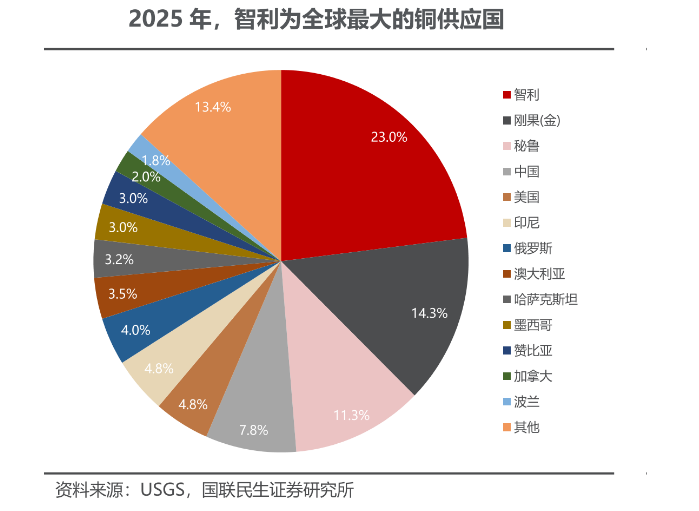
实探厄尔尼诺“风暴眼”:极端天气“惊扰”铜市 冲击有多大?
-

明天,港股迎来重要调整
-
近期股价大涨超46%!电解铝龙头宏桥控股公告,拟定增募资不超120亿元
-
地方养老基金2025年投资收益率5.76% 社保基金会:积极把握资本市场回调机会
-

上海市国资委部署建设大宗商品贸易投资平台
-
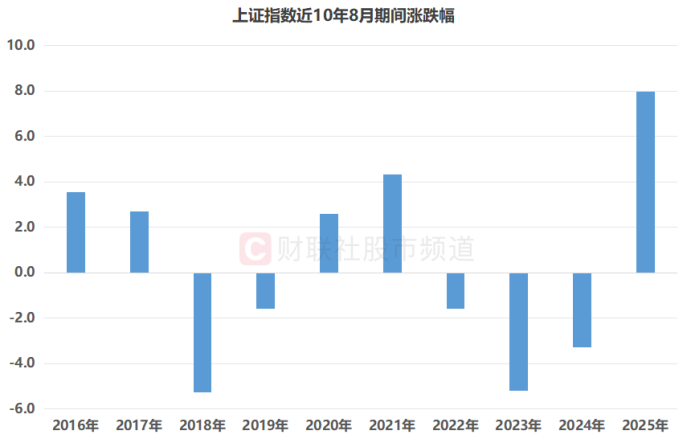
中报“大考”倒计时!复盘近十年8月行情 哪些板块历史表现较佳?
-
抵制国际足联逼售“世界杯股权” 欧足联:我们不踢了
-

八月财经日历来了!重点关注中报业绩